简体中文
简体中文
PPR 커플링과 필수 역할 이해
에이 PPR 커플링 폴리프로필렌 랜덤 코폴리머(PPR) 파이프의 두 단면을 열융착 용접하여 직선으로 접합하는데 사용되는 특수 피팅입니다. 이 기본 구성 요소는 다음과 같은 역할을 합니다. 파이프 연장 및 누수 방지 조인트 생성을 위한 기본 연결 방법 온수 및 냉수 분배 시스템 모두에서. PPR 커플링은 파이프 자체와 동일한 랜덤 코폴리머 재료로 제조되어 전체 시스템에 걸쳐 열적합성과 균일한 팽창 특성을 보장합니다.
커플링 디자인은 파이프의 외부 직경을 수용할 수 있도록 내부 치수가 정밀하게 가공된 각 끝에 소켓이 있는 것이 특징입니다. 설치하는 동안 파이프 끝단과 커플링 소켓이 동시에 가열되어 260±10°C에서 압력을 가하여 결합하여 분자 결합을 형성합니다. 파이프 재료 자체보다 강합니다. 이 융합 용접 공정에서는 접착제, 밀봉제 또는 기계적 패스너가 필요하지 않으므로 전체 시스템 압력 등급을 유지하는 영구적으로 밀봉된 연결이 가능합니다.
PPR 커플링은 표준 파이프 치수에 따라 직경 20mm~110mm 범위의 크기로 제공됩니다. 연결하는 파이프와 동일한 압력 분류(PN10, PN16, PN20 또는 PN25)를 유지하여 시스템 전체에서 일관된 성능을 보장합니다. 구성 요소는 대략 다음과 같습니다. 총 피팅 요구 사항의 15-25% 일반적인 배관 설치에서 가장 자주 사용되는 PPR 피팅 유형입니다.
PPR 커플링의 유형 및 변형
다양한 커플링 구성은 특정 설치 요구 사항 및 시스템 설계에 적합합니다.
표준 소켓 커플링
가장 일반적인 유형은 동일한 직경의 파이프를 결합하기 위한 두 개의 동일한 소켓을 갖추고 있습니다. 이 커플링의 길이는 대략 다음과 같습니다. 파이프 직경의 1.5-2배 , 연결에 필요한 공간을 최소화합니다. 표준 커플링은 방향 변경 없이 직선 파이프 연장이 필요한 노출형 및 은폐형 설치 모두에 적합합니다.
커플링 감소
이러한 특수 피팅은 서로 다른 직경의 파이프를 연결하며 두 가지 크기의 소켓을 특징으로 합니다. 리듀싱 커플링을 사용하면 별도의 리듀서 피팅과 추가 조인트가 필요하지 않으므로 파이프 크기 전환이 발생하는 곳에서 설치가 간소화됩니다. 일반적인 크기 조합에는 32mm~25mm, 25mm~20mm, 40mm~32mm가 포함됩니다. 다중 피팅 대신 축소 커플링 사용 설치 시간을 약 30% 단축 잠재적인 누출 지점을 줄입니다.
스레드 커플링
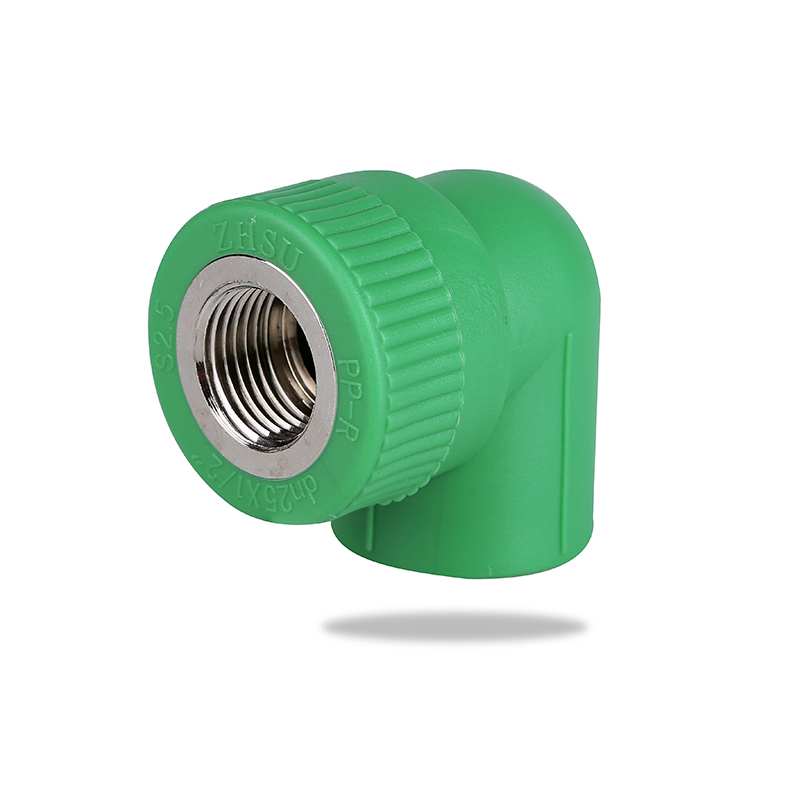
통합 금속 나사산이 있는 PPR 커플링은 나사산 연결부가 있는 장비, 밸브 또는 고정 장치에 대한 전환 연결을 제공합니다. 한쪽 끝에는 열 융합을 위한 표준 PPR 소켓이 있고 다른 쪽 끝에는 황동 또는 스테인레스 스틸 나사산(일반적으로 1/2", 3/4" 또는 1" NPT 또는 BSP)이 포함되어 있습니다. 금속 인서트는 제조 과정에서 PPR 본체에 성형되어 영구적인 기계적 결합을 생성합니다. 이러한 전환 피팅은 PPR 시스템이 기존 배관 구성 요소와 인터페이스하는 데 필수적입니다. 20°C에서 최대 2.5 MPa의 압력 등급을 받은 황동 인서트 .
커플링 수리
수리 작업용으로 설계된 확장 길이 커플링은 파이프 회전 없이 기존 파이프에 연결할 수 있는 더 깊은 소켓 또는 슬라이딩 메커니즘을 갖추고 있습니다. 이러한 특수 피팅은 좁은 공간에서 손상된 부분을 교체할 때나 공간 제약으로 인해 파이프를 돌릴 수 없을 때 매우 귀중한 것으로 입증되었습니다. 수리 커플링은 일반적으로 표준 커플링 길이의 2.5~3배 이 애플리케이션에 필요한 추가 소켓 깊이를 수용합니다.
| 커플링 유형 | 기본 애플리케이션 | 주요 특징 | 설치 컨텍스트 |
|---|---|---|---|
| 표준 소켓 | 동일한 직경의 연결 | 컴팩트한 디자인 | 일반 파이프 연장 |
| 감소 | 직경 전환 | 두 가지 소켓 크기 | 지선 감소 |
| 스레드 | 장비 연결 | 금속 스레드 인서트 | 밸브 및 고정 장치 인터페이스 |
| 수리 | 손상된 부분 교체 | 확장된 소켓 깊이 | 제한된 공간 수리 |
PPR 커플링의 올바른 설치 기술
전체 시스템 성능을 유지하면서 안정적이고 누출 없는 연결을 달성하려면 올바른 설치 절차가 중요합니다.
설치 전 준비
융합 용접을 시작하기 전에 파이프와 커플링의 직경과 압력 등급이 모두 일치하는지 확인하십시오. 전용 PPR 파이프 절단기를 사용하여 파이프를 직각으로 절단하여 변형 없이 수직 끝단을 보장합니다. 커플링을 가이드로 사용하여 파이프 끝부분에 삽입 깊이를 표시합니다. 일반적인 삽입 깊이의 범위는 20mm 파이프의 경우 14mm, 110mm 파이프의 경우 40mm . 파이프 끝과 커플링 소켓을 완전히 청소하고 건조시켜 융합 품질을 손상시킬 수 있는 먼지, 습기 또는 오일을 제거하십시오.

융합 용접 공정
융합 용접 도구를 지정된 온도인 260°C로 가열하고 일반적으로 적절한 예열 시간을 허용합니다. 안정적인 온도 안정성을 위해 10~15분 소요 . 파이프 끝을 가열 맨드릴에 삽입하고 커플링 소켓을 가열 다이에 동시에 삽입합니다. 강제로 가열하지 않고 적당한 압력을 가하십시오. 과도한 압력은 파이프 벽을 변형시킬 수 있습니다. 가열 시간은 파이프 직경 사양과 정확히 일치해야 합니다.
- 20mm 직경: 가열 5초, 접합 4초, 냉각 2분
- 25mm 직경: 가열 7초, 접합 4초, 냉각 2분
- 32mm 직경: 가열 8초, 접합 6초, 냉각 4분
- 직경 40mm: 가열 12초, 접합 6초, 냉각 4분
- 50mm 직경: 가열 18초, 접합 6초, 냉각 4분
접합 및 냉각
에이fter heating, remove both components from the tool and immediately insert the pipe into the coupling socket in one smooth motion until reaching the marked insertion depth. Hold the joint firmly in position without twisting or adjusting—any movement during the initial cooling phase will compromise joint integrity. A small bead of melted material should form around the joint perimeter, indicating proper fusion. Maintain the joint in a fixed position throughout the entire cooling period before allowing any stress or movement. Joints subjected to stress before adequate cooling show 실패율 최대 40% 더 높음 적절하게 냉각된 연결보다
품질 검증
전체 둘레 주위에 균일한 융합 비드가 있는지 완성된 조인트를 검사하여 일관된 가열 및 삽입을 나타냅니다. 파이프는 커플링 숄더에 틈이 없이 표시된 깊이까지 삽입되어야 합니다. 정렬을 확인하십시오. 파이프는 눈에 보이는 각도나 오프셋 없이 커플링을 통해 직선으로 이어져야 합니다. 적절하게 실행된 조인트는 응력 백화, 변형 또는 불완전한 융합 영역을 나타내지 않습니다. 전문 설치기사가 유지관리 적절한 절차를 따르면 불량률이 1% 미만입니다. .
기술 사양 및 성능 표준
PPR 커플링은 시스템 신뢰성과 안전성을 보장하기 위해 엄격한 기술 요구 사항을 충족해야 합니다.
치수 정확도 요구 사항
소켓 내부 직경은 틈이나 과도한 재료 변위 없이 적절한 융합을 보장하기 위해 정확한 공차를 유지해야 합니다. 제조 표준은 다음의 허용 오차를 지정합니다. 직경이 최대 63mm인 파이프의 경우 ±0.2mm, 더 큰 크기의 경우 ±0.3mm . 시스템의 약점을 방지하려면 커플링 본체의 벽 두께가 파이프 벽 두께와 같거나 그보다 커야 합니다. 소켓 깊이는 실제 설치를 위해 합리적인 결합 길이를 유지하면서 적절한 융합 영역을 제공해야 합니다.
압력 및 온도 성능
PPR 커플링은 연결하는 파이프와 동일한 압력 등급을 갖습니다. PN20 파이프와 함께 사용되는 PN20 커플링은 20°C에서 2.0MPa 작동 압력, 70°C에서 1.0MPa . 커플링 재료는 0.15mm/m·K의 계수로 파이프와 동일한 열팽창 특성을 보여야 하며 열 응력이 조인트에 집중되지 않도록 해야 합니다. 적절하게 설치된 커플링 조인트는 누출이나 변형 없이 정격 작동 압력의 1.5배에 달하는 압력 테스트를 견뎌냅니다.
재료 품질 표준
고품질 커플링은 ISO 15874 사양을 충족하는 Type 3(PPR) 랜덤 코폴리머 재료를 사용합니다. 재료는 25 MPa의 최소 인장 강도를 보여야 하며 취성 파손 없이 저온에서 유연성을 유지해야 합니다. 순수 소재 생산은 일관된 특성을 보장하는 반면, 재활용된 소재는 성능을 저하시키는 변형을 가져올 수 있습니다. 평판이 좋은 제조업체는 각 커플링에 크기, 압력 등급, 생산 날짜 및 표준 준수 정보를 표시합니다. 명확한 표시가 없으면 암시합니다. 불량률이 3~5배 높은 불량품 인증된 부품보다
내화학성 검증
PPR 커플링은 염소 처리된 물, pH 변화 및 온도 순환으로 인한 성능 저하를 견뎌야 합니다. 테스트 프로토콜은 95°C에서 1000시간 동안 물에 지속적으로 노출되는 것을 포함하여 커플링을 가속 노화 조건에 노출시킨 후 기계적 특성의 유지를 확인하기 위한 압력 테스트를 실시합니다. 품질 구성 요소 쇼 10% 미만의 강도 감소 50년의 서비스 기간에 해당하는 노화가 가속화된 후.
일반적인 설치 실수 및 예방
빈번한 설치 오류를 이해하면 시스템 오류와 비용이 많이 드는 수리를 방지하는 데 도움이 됩니다.
불충분하거나 과도한 난방
부적절한 가열 시간은 적절한 분자 융합을 방해하여 즉시 누출되거나 시간이 지남에 따라 천천히 누출될 수 있는 약한 접합부를 생성합니다. 반대로, 과도한 가열은 폴리머 구조를 저하시켜 강도를 감소시키고 흐름을 부분적으로 방해하는 대형 융합 비드를 생성합니다. 현장 연구에 따르면 사양에서 ±2초를 초과하는 타이밍 편차로 인해 오류 위험이 60% 증가합니다. . 타이머를 사용하거나 표준화된 난방 일정을 따라 모든 관절에서 일관성을 유지하세요.
오염된 핵융합 표면
파이프 끝이나 커플링 소켓의 먼지, 습기, 오일 또는 산화는 분자 결합을 방해합니다. 소량의 오염이라도 스트레스를 집중시키는 취약한 영역을 만듭니다. 면도 도구를 사용하여 파이프 끝에서 외부 층을 제거하고 융합 전에 이소프로필 알코올로 커플링 소켓을 청소하십시오. 장갑을 착용하면 피부 기름이 표면을 오염시키는 것을 방지할 수 있습니다. 오염 관련 오류는 일반적으로 다음과 같이 나타납니다. 설치 후 6~18개월 후에 핀홀 누출이 나타남 열 순환으로 인해 손상된 결합에 스트레스가 가해질 때.
불완전한 삽입 깊이
파이프를 소켓 숄더에 완전히 삽입하지 못하면 융합 영역이 줄어들고 응력 집중 지점이 생성됩니다. 가열하기 전에 파이프 끝부분에 정확한 삽입 깊이를 명확하게 표시하고, 재료가 보이는 동안 결합 후 즉시 완전히 삽입되었는지 확인하십시오. 불완전한 삽입은 접합 강도를 최대 50%까지 감소시키고 압력 서지 또는 수격 현상 발생 시 실패 확률을 크게 증가시킵니다.
냉각 중 움직임
적절한 냉각이 이루어지기 전에 관절을 회전시키거나 구부리거나 응력을 가하면 융합 영역의 적절한 결정화가 방지됩니다. 약간의 움직임이라도 접착 무결성을 손상시킵니다. 냉각 기간 동안 파이프를 적절하게 지지하고 최근 완료된 조인트 근처에서 작업하지 않도록 설치 순서를 계획하십시오. 추운 환경에서는 온도에 따른 냉각 시간을 연장해야 합니다. 주변 온도가 5°C 미만인 경우에는 설치가 필요합니다. 냉각 기간이 50% 길어졌습니다. 동등한 강도를 달성하기 위해.
일치하지 않는 구성 요소
압력 등급이 서로 다른 커플링과 파이프를 결합하면 시스템에 약점이 생깁니다. PN20 시스템의 PN16 커플링은 전체 시스템 압력을 안전하게 처리할 수 없습니다. 마찬가지로, 대형 또는 소형 커플링을 사용하면 적절한 융합이 방해되거나 과도한 응력이 발생합니다. 설치 전에 구성요소 호환성을 확인하여 모든 요소가 동일한 압력 분류 및 공칭 직경을 공유하는지 확인하십시오.
다양한 적용 분야의 선택 기준
적절한 PPR 커플링 선택은 특정 시스템 요구 사항 및 설치 조건에 따라 다릅니다.
주거용 온수 및 냉수 시스템
표준 주거용 설치에서는 일반적으로 온수 및 냉수 분배를 위해 PN20 커플링을 사용합니다. 이는 간헐적인 압력 서지를 수용하면서 0.3-0.6 MPa의 일반적인 도시 수압에 대해 적절한 안전 여유를 제공합니다. 60-70°C에서 작동하는 온수 시스템은 PN20의 장점을 활용합니다. 70°C에서 1.0MPa 압력 등급 , 장기적인 신뢰성을 보장합니다. 냉수 라인의 경우에만 PN16 커플링은 안전성을 희생하지 않고도 비용을 절감할 수 있습니다.
복사 바닥 난방 응용
바닥 난방 시스템은 연속적인 파이프 연결로 인해 더 적은 수의 커플링이 필요하지만 매니폴드 및 장비 인터페이스의 연결은 여전히 중요합니다. 시스템 부식을 방지하려면 파이프 사양과 일치하는 산소 차단 특성을 갖춘 커플링을 선택하십시오. 40~55°C의 작동 온도에서는 대부분의 경우 PN16 커플링을 사용할 수 있지만 PN20은 추가적인 안전 여유를 제공합니다. 나사형 커플링은 매니폴드 및 보일러 장비에 대한 연결을 용이하게 합니다.
상업용 및 고압 시스템
부스터 펌프가 있는 다층 건물이나 시스템은 1.0 MPa를 초과하는 압력을 경험할 수 있으므로 정격 PN25 커플링이 필요합니다. 20°C에서 2.5MPa . 80~90°C의 온수 순환을 사용하는 산업용 애플리케이션에도 PN25의 더 높은 온도 감소 용량의 이점이 있습니다. PN25 구성 요소의 벽 두께가 증가하면 비용이 최소화되는 동시에 상당한 압력 안전 여유가 제공됩니다.
실외 및 노출 설치
실외 위치의 커플링은 햇빛 노출로 인한 품질 저하를 방지하기 위해 UV 저항성 제제가 필요합니다. 표준 실내 등급 PPR은 UV에 장기간 노출되면 노랗게 변하고 부서지기 쉽습니다. 직사광선 6~12개월 . UV 안정화 커플링에는 카본 블랙 또는 UV 억제제가 포함되어 있어 실외 조건에서 10년 동안 특성을 유지합니다. 지하 설치의 경우 토양이 UV 차단 기능을 제공하므로 표준 커플링이 적절하게 작동합니다.
| 에이pplication Type | 추천등급 | 작동 조건 | 특별 고려 사항 |
|---|---|---|---|
| 주거용 냉수 | PN16 | 20°C, 0.3~0.6MPa | 비용 효율적인 선택 |
| 주거용 온수 | PN20 | 60~70°C, 0.4~0.8MPa | 표준 권장 사항 |
| 바닥 난방 | PN16-PN20 | 40~55°C, 0.3~0.5MPa | 산소 장벽 필요 |
| 상업용 고압 | PN25 | 가변 온도, >1.0MPa | 최대 안전 마진 |
| 옥외 노출 | PN16-PN20 | 가변적, UV 노출 | UV 안정화 포뮬러 |
품질 평가 및 제품 검증
품질이 낮은 PPR 커플링과 열등한 제품을 구별하면 시스템 무결성을 보호하고 조기 고장을 방지할 수 있습니다.
육안검사기준
부드러움과 균일성을 위해 결합 표면을 검사합니다. 고품질 커플링은 줄무늬, 얼룩, 변색 없이 전체적으로 일관된 색상을 나타냅니다. 소켓 내부는 거친 부분이나 눈에 보이는 오염 물질 없이 깨끗하고 매끄러워야 합니다. 벽 두께는 전체 원주에서 균일해야 합니다. 0.3mm는 제조 관리가 불량함을 나타냅니다. . 제조업체 식별, 크기, 압력 등급 및 생산 날짜를 포함하여 완전하고 읽기 쉬운 표시가 있는지 확인하십시오.
재료 검증 방법
정품 PPR 소재는 특정한 물리적 특성을 나타냅니다. 소재는 속이 비어 있거나 가볍기보다는 조밀하고 견고한 느낌을 주어야 합니다. 커플링을 구부릴 때 균열이나 영구 변형 없이 탄력성을 보여야 합니다. 고품질 PPR은 굽힌 후 원래 모양으로 돌아가는 반면 열등한 재료는 응력 백화를 나타내거나 변형된 상태로 남아 있을 수 있습니다. 경도계를 사용한 표면 경도 테스트는 다음과 같은 판독값을 산출해야 합니다. 정통 PPR의 경우 60-70 Shore D , 부드러운 소재는 재활용된 콘텐츠 또는 열등한 폴리머를 암시합니다.
인증 및 표준 준수
평판이 좋은 제조업체는 제3자 테스트 및 인증 문서를 제공합니다. ISO 15874, EN 15874 또는 이에 상응하는 국가 표준을 준수하는지 확인하세요. NSF, DVGW, WRAS 등 공인 기관의 인증은 제품이 안전성과 성능에 대해 엄격한 테스트를 거쳤음을 나타냅니다. 내압성, 열 순환, 내화학성 결과를 보여주는 테스트 보고서를 요청하세요. 적절한 인증이나 문서가 부족한 제품은 가격 이점에 관계없이 피해야 합니다. 인증되지 않은 피팅은 실패율이 400-500% 더 높습니다. 인증된 부품보다
포장 및 보관 평가
고품질 제조업체는 보관 중 오염 및 UV 노출로부터 보호하기 위해 밀봉된 백이나 상자에 커플링을 포장합니다. 개별 포장 또는 체계적인 대량 포장은 품질 관리에 대한 주의를 나타냅니다. 느슨하고 포장되지 않은 피팅은 취급 중에 먼지가 쌓이거나 손상될 수 있습니다. 보관 조건 확인 - 직사광선이나 극한의 온도에 보관된 PPR 커플링은 설치 전에 성능이 저하될 수 있습니다. 온도가 조절되는 창고에 적절하게 보관된 제품은 전체 사양을 무한정 유지합니다.
비용 고려 사항 및 경제성 분석
PPR 결합 비용을 이해하면 품질 표준을 유지하면서 프로젝트 예산을 최적화하는 데 도움이 됩니다.
자재 가격 구조
표준 소켓 커플링은 전체 시스템 비용에서 상대적으로 적은 비용을 나타냅니다. 일반적인 가격 범위는 다음과 같습니다. 20mm 커플링의 경우 $0.50-$1.50, 50mm 크기의 경우 $3.00-$8.00 , 압력 등급 및 제조업체에 따라 다릅니다. 감소된 커플링은 재료 및 제조 복잡성의 증가로 인해 표준 커플링보다 비용이 약 30-50% 더 비쌉니다. 황동 인서트가 포함된 나사형 커플링은 금속 부품 및 조립 요구 사항으로 인해 표준 커플링 비용의 3~5배에 달하는 프리미엄 가격을 요구합니다.
설치노동경제학
커플링 재료 비용은 적당하지만 설치 인건비는 더 큰 비용 요소를 나타냅니다. 숙련된 설치자가 다음의 비율로 커플링 조인트를 완성합니다. 파이프 크기 및 접근성에 따라 시간당 15-25개의 조인트 . 이러한 효율성은 주거용 작업의 경우 조인트당 약 $2-$5의 인건비로 해석됩니다. 세심한 시스템 설계를 통해 조인트 수를 최소화하면 재료비와 인건비가 모두 절감됩니다. 별도의 리듀서 및 추가 조인트 대신 리듀싱 커플링을 사용하면 인건비 포함 시 전환 지점당 약 $8-$12가 절약됩니다.
수명주기 비용 비교
올바르게 설치된 고품질 PPR 커플링은 유지 관리가 필요 없으며 50년의 사용 수명을 제공합니다. 이러한 수명 덕분에 기계적 접합, 압축 피팅 또는 납땜 연결에 영향을 미치는 교체 비용이 제거됩니다. 융합 용접의 영구적인 특성은 배관 고장으로 인해 가장 큰 비용이 발생하는 물 손상을 일으키는 누출을 방지합니다. 보험업계 통계에 따르면 적절하게 설치된 PPR 시스템은 누출율을 85% 낮춰줍니다. 20년 이상의 기간 동안 나사식 금속 시스템보다 수리 비용과 물 손상 방지 측면에서 상당한 절감 효과를 제공합니다.

품질과 가격의 균형
기존 제조업체의 프리미엄 커플링은 일반 브랜드보다 가격이 20~40% 더 높지만 훨씬 더 나은 신뢰성을 제공합니다. 증가하는 비용 차이는 전체 주거용 시스템에 대해 $50-$150에 불과하지만 성능 차이는 상당할 수 있습니다. 저가형 커플링은 재활용 재료, 부적절한 품질 관리 또는 조인트 무결성을 손상시키는 표준 이하 치수를 사용하는 경우가 많습니다. 전문 설치 기사가 보고한 바에 따르면 프리미엄 제품에 대한 보증 콜백은 0.1% 미만입니다. 경제 브랜드의 경우 2~5%에 비해 약간의 추가 투자로 상당한 신뢰성 향상을 얻을 수 있음을 입증합니다.
문제 해결 및 수리 솔루션
에이ddressing coupling-related issues requires understanding common failure modes and appropriate remediation techniques:
실패한 접합 식별
커플링 조인트 실패는 일반적으로 치명적인 파열보다는 천천히 떨어지는 물방울이나 눈물로 나타납니다. 의심되는 조인트에는 결합 위치에 습기 축적, 물 얼룩 또는 광물 침전물이 나타납니다. 압력 테스트 중에 손상된 조인트에는 압력 강하 또는 눈에 보이는 물 누출이 나타납니다. 불완전한 융합은 종종 파이프 끝과 커플링 숄더 사이의 틈이나 조인트 주변 주위의 비대칭 융합 비드로 나타납니다. 관절 근처의 응력 하얗게 변한 부분은 냉각 중 과부하 또는 움직임을 나타냅니다.
수리 절차
고장난 커플링 조인트는 제자리에서 수리할 수 없으므로 완전히 제거하고 교체해야 합니다. 결함이 있는 커플링과 양쪽 파이프의 짧은 부분을 잘라내어 절단 부분이 최소한이 되도록 합니다. 기존 핵융합지대에서 100mm 떨어진 곳 열에 영향을 받는 물질을 피하기 위해. 시스템을 다시 연결하려면 수리 커플링 또는 중간 파이프 섹션이 있는 표준 커플링 2개를 사용하십시오. 공간이 제한되어 파이프 회전이 불가능한 경우 확장 소켓이 있는 수리 커플링이나 슬라이딩 설계를 사용하면 고정 파이프에 연결할 수 있습니다. 수리된 부분에 압력을 가하기 전에 적절한 냉각 시간을 보장하십시오.
예방 검사 프로토콜
중요한 설치의 경우 또는 벽이나 바닥에 파이프를 숨기기 전에 모든 커플링 조인트를 철저히 육안 검사하십시오. 일관된 융합 비드, 적절한 삽입 깊이 및 정렬을 확인하십시오. 전체 시스템에 대해 최소 1시간 동안 작동 압력의 1.5배로 압력 테스트를 실시하고 압력 강하를 모니터링합니다. 장기 모니터링에는 특히 진동, 열 순환 또는 기계적 스트레스를 받기 쉬운 부위의 접근 가능한 조인트에 대한 주기적인 검사가 포함되어야 합니다. 물빠진 부분을 조기에 발견하면 심각한 물 손상이 발생하기 전에 수리할 수 있습니다.